Apa Itu Penempaan Baja dan Bagaimana Proses Kerjanya
Penempaan baja adalah proses manufaktur di mana billet atau batangan baja padat dibentuk di bawah gaya tekan — menggunakan palu, pengepres, atau cetakan — untuk menghasilkan suku cadang dengan sifat mekanik yang lebih unggul dibandingkan dengan alternatif yang dicor atau dikerjakan dengan mesin. Hasilnya adalah struktur butiran yang mengikuti kontur bagian, menghasilkan kekuatan tarik yang biasanya 20–40% lebih tinggi dibandingkan komponen baja tuang setara. Jika Anda memerlukan suku cadang yang dapat menangani kelelahan, benturan, atau pembebanan siklik — batang penghubung, poros engkol, flensa, roda gigi — penempaan biasanya merupakan cara paling andal untuk mencapainya.
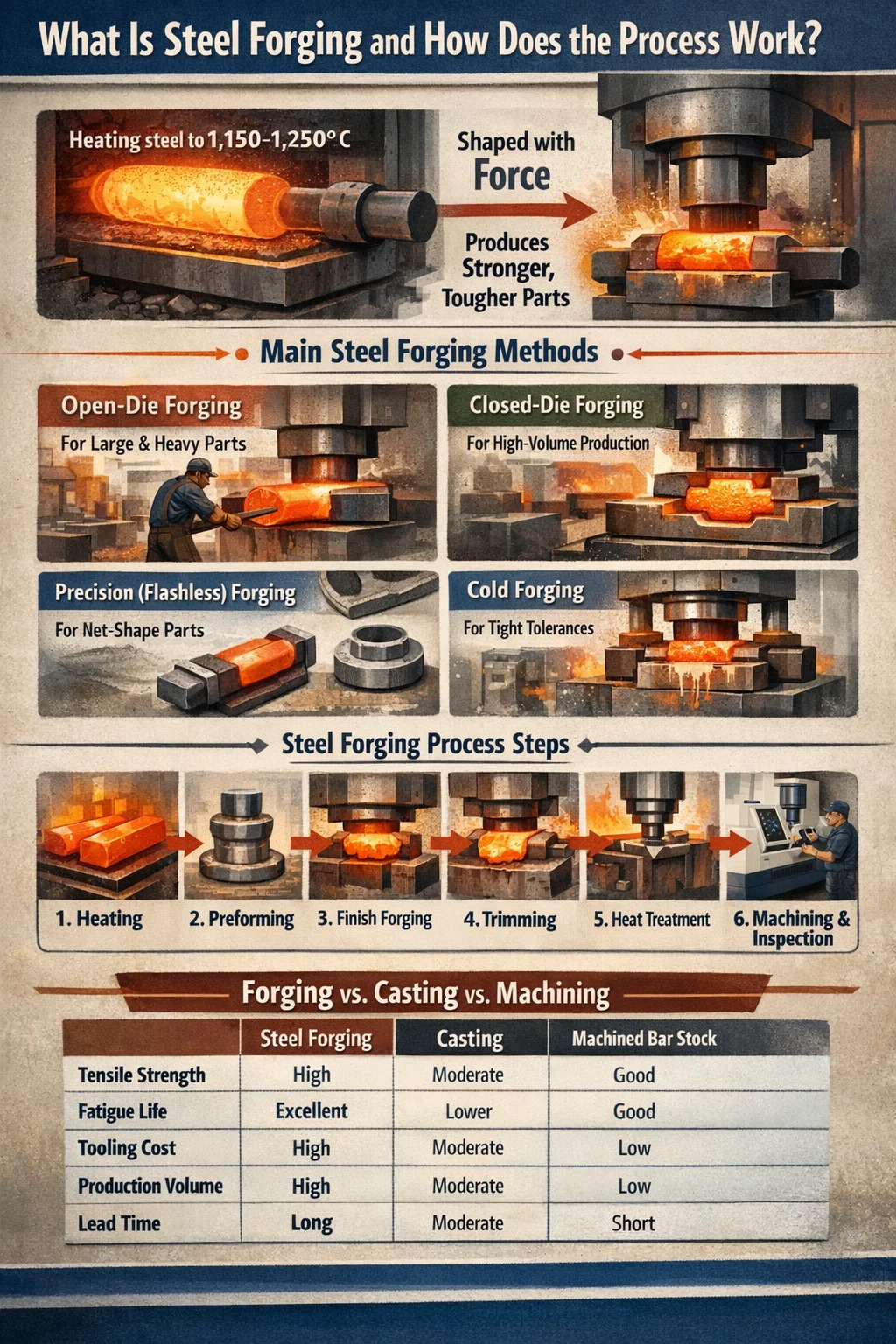
Pada intinya, proses ini melibatkan pemanasan baja hingga rentang suhu tertentu (biasanya antara 1.100°C dan 1.250°C untuk baja karbon dan baja paduan), kemudian menerapkan gaya untuk mengubah bentuk material secara plastis menjadi bentuk yang diinginkan. Temperatur yang tinggi mengurangi tekanan aliran dan meningkatkan keuletan, membuat logam lebih mudah dibentuk tanpa retak. Setelah didinginkan, bagian yang ditempa menjalani perlakuan panas pasca-proses, pemesinan, dan inspeksi sebelum pengiriman.
Penempaan baja bukanlah teknik tunggal. Ini bercabang menjadi beberapa metode berbeda, masing-masing disesuaikan dengan geometri, volume, dan persyaratan toleransi yang berbeda. Memahami cara kerja setiap metode – dan kekurangannya – adalah titik awal bagi setiap insinyur atau pembeli yang mencoba mengambil keputusan yang tepat dalam proyek penempaan.
Metode Penempaan Baja Utama dan Kapan Menggunakannya
Setiap metode penempaan baja menghasilkan komponen dengan toleransi dimensi, kondisi permukaan, dan biaya perkakas yang berbeda. Pemilihan yang salah akan menambah biaya, memperpanjang waktu pengerjaan, atau mengakibatkan komponen memerlukan pemesinan sekunder yang berlebihan.
Penempaan Mati Terbuka
Penempaan cetakan terbuka (juga disebut penempaan bebas atau penempaan smith) menggunakan cetakan datar atau berbentuk sederhana yang tidak menutupi seluruh benda kerja. Baja dimanipulasi di antara cetakan melalui serangkaian kompresi, regangan, dan rotasi. Ini adalah metode yang digunakan untuk poros, silinder, cincin, dan ingot besar — bagian yang beratnya bisa berkisar dari beberapa kilogram hingga lebih dari 200 ton.
Penempaan cetakan terbuka adalah pilihan tepat ketika ukuran komponen melebihi kapasitas cetakan tertutup, atau ketika jumlah produksi terlalu rendah untuk membenarkan perkakas yang mahal. Toleransi dimensi lebih lebar (biasanya ±3–6 mm), sehingga diperlukan pemesinan yang signifikan setelahnya. Nilai baja seperti baja tahan karat 4140, 4340, dan 316 secara rutin diproses dengan cara ini untuk industri minyak dan gas, pembangkit listrik, dan alat berat.
Penempaan Cetakan Tertutup (Penempaan Cetakan-Kesan)
Penempaan cetakan tertutup menggunakan serangkaian cetakan yang disesuaikan dengan mesin rongga sesuai dengan bentuk bagian akhir. Billet yang dipanaskan ditempatkan di antara cetakan, dan gaya diterapkan sampai baja mengisi rongga sepenuhnya, dengan kelebihan material mengalir keluar secepat kilat di sekitar garis perpisahan. Lampu kilat kemudian dipotong.
Metode ini menghasilkan toleransi yang lebih ketat (biasanya ±0,5–1,5 mm bergantung pada kompleksitas dan ukuran komponen), penyelesaian permukaan yang lebih baik, dan geometri yang lebih konsisten dibandingkan pekerjaan cetakan terbuka. Biaya perkakasnya tinggi — satu set cetakan lengkap untuk komponen dengan kompleksitas sedang dapat berharga $15.000–$80.000 atau lebih — sehingga penempaan cetakan tertutup masuk akal secara ekonomi terutama untuk volume produksi menengah hingga tinggi. Batang penghubung otomotif, hub roda, dan badan katup adalah aplikasi klasik.
Penempaan Tanpa Flash (Presisi).
Penempaan tanpa flash menghilangkan flash dengan mengontrol volume billet dan geometri cetakan secara tepat sehingga material mengisi rongga tanpa meluap. Hasilnya adalah bagian berbentuk jaring atau hampir berbentuk jaring yang memerlukan pemesinan minimal pasca penempaan. Toleransi seketat ±0,1–0,3 mm dapat dicapai.
Namun, proses ini memerlukan persiapan billet yang tepat dan investasi perkakas yang lebih tinggi penghematan material sebesar 10–20% dibandingkan dengan penempaan cetakan tertutup konvensional menjadikannya menarik untuk produksi suku cadang kompleks dalam volume tinggi seperti roda gigi, roda gigi bevel, dan komponen suspensi.
Penempaan Gulungan
Penempaan gulungan melewati batang baja yang dipanaskan di antara dua gulungan dengan alur berbentuk, mengurangi penampang dan memanjangkannya secara bersamaan. Biasanya digunakan sebagai langkah pembentukan awal sebelum penempaan cetakan tertutup, namun juga digunakan sebagai proses akhir untuk poros tirus, pegas daun, dan komponen rel. Sifat proses yang berkesinambungan membuatnya sangat efisien untuk bagian yang memanjang.
Penempaan Kesal
Penempaan yang kacau meningkatkan luas penampang batang atau batang baja dengan menekannya sepanjang sumbunya, memperpendek panjangnya dan meningkatkan diameter pada zona tertentu. Baut, stud, katup, dan poros bergelang diproduksi dengan cara ini. Mesin tempa marah berkecepatan tinggi dapat menghasilkan ribuan komponen per jam, menjadikannya salah satu metode penempaan paling produktif untuk pengencang dan perangkat keras serupa.
Penempaan Dingin
Berbeda dengan metode di atas, penempaan dingin dilakukan pada atau mendekati suhu kamar. Baja mengeras selama proses berlangsung, yang sebenarnya meningkatkan kekerasan dan kekuatan permukaan. Toleransinya sangat ketat (±0,05–0,1 mm), dan permukaan akhir sangat baik, sering kali menghilangkan kebutuhan akan pembubutan atau penggerindaan. Imbalannya adalah diperlukan gaya tekan yang lebih tinggi dan keterbatasan pada geometri komponen dan kualitas baja. Baja karbon rendah dan karbon sedang paling cocok untuk penempaan dingin.
Langkah-demi-Langkah: Bagaimana Penempaan Baja Dilakukan dalam Praktek
Mengetahui langkah-langkah proses penting baik Anda merancang komponen agar dapat ditempa atau mengaudit lantai produksi pemasok. Berikut adalah bagaimana rangkaian penempaan baja mati tertutup standar dijalankan dari bahan mentah hingga bagian jadi.
- Pemilihan Bahan dan Persiapan Billet: Kelas baja yang sesuai dipilih berdasarkan persyaratan sifat mekanik dari bagian akhir. Nilai yang umum mencakup 1045 (karbon sedang, industri umum), 4140 (kromium-molibdenum, kekuatan tinggi), 4340 (nikel-kromium-molibdenum, dirgantara), dan baja tahan karat 17-4 PH (tahan korosi, kekuatan tinggi). Stok batangan atau billet dipotong sesuai volume yang dihitung — ukurannya sedikit lebih besar untuk memperhitungkan kehilangan flash dan kerak.
- Pemanasan: Billet dimasukkan ke dalam tungku berbahan bakar gas atau induksi dan dibawa ke suhu penempaan target. Untuk sebagian besar baja karbon dan baja paduan, suhunya adalah 1.150–1.250°C. Keseragaman suhu di seluruh penampang billet sangat penting — gradien suhu lebih dari 50°C dapat mengakibatkan keretakan atau pengisian cetakan yang tidak lengkap. Pemanasan induksi lebih disukai untuk kontrol suhu yang ketat dan mengurangi pembentukan kerak.
- Kerak: Baja panas mengembangkan lapisan kerak oksida selama pemanasan. Sebelum ditempa, kerak ini dihilangkan dengan pancaran air bertekanan tinggi (biasanya 100–200 bar) atau dengan pukulan ringan pertama pada cetakan, yang memecahkan kerak dan mencegahnya ditekan ke permukaan bagian, sehingga menyebabkan cacat permukaan.
- Pembentukan awal (jika diperlukan): Bagian yang rumit sering kali memerlukan satu atau lebih langkah pembentukan awal untuk mendistribusikan kembali massa logam mendekati bentuk akhir sebelum cetakan akhir dicetak. Hal ini mengurangi keausan cetakan dan meningkatkan aliran logam pada pukulan terakhir. Pembentukan awal dilakukan dalam rongga cetakan terpisah pada mesin press atau palu yang sama.
- Selesai Penempaan: Billet yang telah dibentuk sebelumnya dipindahkan ke rongga cetakan akhir dan dipukul — baik dengan palu (palu gravitasi atau uap yang menghasilkan pukulan berulang-ulang) atau mesin press (mesin press mekanis atau hidrolik yang menghasilkan pukulan tunggal yang terkontrol). Baja mengisi rongga sepenuhnya, dan flash mengekstrusi di sekitar garis perpisahan.
- Pemangkasan Kilat: Saat masih panas (atau setelah pendinginan, untuk mesin pemangkas), penempaan ditempatkan dalam cetakan pemangkas dan lampu kilat dilubangi dalam satu pukulan. Untuk suku cadang presisi, penempaan yang telah dipangkas dapat dicetak ulang dalam cetakan ukuran selagi masih hangat untuk memperbaiki pegas dan meningkatkan akurasi dimensi.
- Perlakuan Panas: Tergantung pada tingkat baja dan persyaratan sifat mekanik akhir, suku cadang yang ditempa menjalani normalisasi, anil, pendinginan dan temper, atau perlakuan larutan dan penuaan. Quenching dan tempering baja 4140, misalnya, dapat meningkatkan kekuatan tarik dari 655 MPa (dinormalisasi) menjadi lebih dari 1.000 MPa.
- Permesinan: Bahkan penempaan bentuk hampir jaring biasanya memerlukan pembubutan, penggilingan, pengeboran, dan penggilingan CNC untuk mencapai toleransi dimensi akhir, penyelesaian permukaan, dan fitur (benang, lubang, alur pasak) yang tidak dapat ditempa secara langsung.
- Inspeksi dan Pengujian: Tempa yang telah selesai diperiksa secara dimensional (CMM atau pengukuran manual), secara visual (retakan permukaan, lipatan, jahitan), dan seringkali dengan pengujian non-destruktif — inspeksi partikel magnetik (MPI) untuk cacat permukaan, pengujian ultrasonik (UT) untuk rongga internal. Pengujian mekanis pada kupon sampel memverifikasi kekerasan, kekuatan tarik, ketangguhan benturan, dan kinerja kelelahan.
Nilai Baja yang Biasa Digunakan dalam Penempaan dan Sifatnya
Pemilihan material tidak terlepas dari proses penempaan. Tingkat baja menentukan kisaran suhu penempaan, masa pakai cetakan, kapasitas pengepresan yang diperlukan, perlakuan panas pasca penempaan, dan pada akhirnya kinerja bagian akhir.
| Kelas Baja | Rentang Suhu Tempa | Kekuatan Tarik (Q&T) | Aplikasi Utama |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~570–700 MPa | Poros, roda gigi, kopling |
| AISI 4140 | 1.100–1.230°C | ~900–1.100 MPa | Flensa, kerah bor, gandar |
| AISI 4340 | 1.100–1.200°C | ~1.000–1.500 MPa | Roda pendaratan, poros engkol, ruang angkasa |
| AISI 316 Anti Karat | 1.149–1.260°C | ~515–690MPa | Katup, fitting, perangkat keras kelautan |
| F51 Dupleks SS | 1.050–1.150°C | ~620–880 MPa | Komponen bawah laut, pabrik kimia |
| 17-4 PH Tahan Karat | 1.040–1.150°C | ~930–1.310 MPa | Dirgantara, medis, poros pompa |
Satu catatan praktis tentang penempaan baja tahan karat: kualitas austenitik seperti 316 memiliki tegangan aliran lebih tinggi dibandingkan baja karbon, yang berarti mesin press memerlukan kapasitas lebih besar untuk ukuran komponen yang sama. Bahan ini juga lebih rentan terhadap pengerasan regangan (strain hardening), yang dapat menyebabkan keretakan jika pemanasan ulang di antara lintasan tidak dilakukan dengan benar. Nilai dupleks bahkan lebih sensitif terhadap suhu — bekerja di luar jendela tempa yang sempit dapat mengganggu kestabilan keseimbangan ferit-austenit dan menurunkan ketahanan terhadap korosi.
Aturan Desain Utama untuk Suku Cadang Baja yang Dapat Ditempa
Suku cadang yang dirancang tanpa mempertimbangkan proses penempaan seringkali berakhir dengan biaya produksi yang jauh lebih besar, atau gagal memanfaatkan manfaat struktural dari proses tersebut. Menerapkan prinsip-prinsip desain ini sejak awal akan menghindari desain ulang yang mahal di kemudian hari.
Sudut Draf
Semua permukaan vertikal dalam penempaan cetakan tertutup memerlukan sudut tarikan agar bagian tersebut dapat dikeluarkan dari cetakan. Draf standar untuk tempa baja adalah 5–7° pada permukaan luar dan 7–10° pada permukaan dalam . Fitur zero-draft atau negative-draft memerlukan perkakas yang lebih rumit dengan pin ejektor atau cetakan terpisah, sehingga meningkatkan biaya secara signifikan.
Jari-jari Fillet dan Sudut
Sudut bagian dalam yang tajam menciptakan konsentrasi tegangan pada cetakan dan juga pada bagian akhir. Jari-jari fillet internal minimal 3 mm merupakan titik awal praktis, dengan 6 mm atau lebih lebih disukai di zona dengan beban berat. Jari-jari sudut luar harus minimal 1,5 mm. Bagian dengan fillet yang tepat menunjukkan peningkatan umur kelelahan hingga 3× dibandingkan bagian dengan transisi tajam.
Penempatan Garis Perpisahan
Garis perpisahan adalah tempat bertemunya kedua bagian cetakan. Ini harus ditempatkan pada penampang terbesar dari bagian tersebut untuk meminimalkan kedalaman cetakan dan flash. Garis perpisahan yang lurus dan datar adalah pilihan paling sederhana dan termurah. Garis perpisahan yang melengkung atau bersudut menambah kompleksitas perkakas namun mungkin diperlukan untuk geometri tertentu.
Variasi Ketebalan Bagian
Variasi besar dalam ketebalan penampang dalam bagian yang sama menciptakan aliran logam yang tidak merata selama penempaan. Bagian yang tipis terisi lebih cepat dan lebih cepat dingin dibandingkan bagian yang tebal, sehingga menyebabkan pengisian yang kurang atau retak. Sebagai aturan praktis, rasio ketebalan dinding maksimum dan minimum dalam penempaan baja tidak boleh melebihi 4:1 tanpa desain awal yang cermat untuk mendistribusikan material terlebih dahulu.
Orientasi Aliran Butir
Salah satu keuntungan paling signifikan dari penempaan baja dibandingkan pemesinan pengecoran atau batangan adalah kemampuannya untuk menyelaraskan aliran butiran dengan arah tegangan tertinggi dalam pelayanan. Batang penghubung yang ditempa dengan aliran butir memanjang di sepanjang sumbu batang memiliki ketahanan lelah yang jauh lebih baik daripada batang penghubung yang dibuat dari batangan, di mana butiran mengalir melintang melintasi bagian-bagian kritis. Rancang bagian tersebut sehingga sumbu beban utama sejajar dengan arah penempaan utama.
Penempaan Baja vs. Pengecoran vs. Pemesinan dari Bar Stock
Insinyur sering kali menghadapi pilihan antara penempaan, pengecoran, dan pemesinan ketika memilih rute produksi untuk komponen baja struktural. Setiap metode memiliki profil kinerja dan biaya yang berbeda.
| Kriteria | Penempaan Baja | pengecoran | Stok Batangan Mesin |
|---|---|---|---|
| Kekuatan Tarik | Tinggi (biji-bijian halus) | Sedang (risiko porositas) | Bagus (tergantung kelas) |
| Kehidupan Kelelahan | Luar biasa | Lebih rendah (cacat internal) | Bagus jika butirannya sejajar |
| Kompleksitas Geometris | Sedang | Tinggi | Tinggi (CNC) |
| Biaya Perkakas | Tinggi (dies) | Sedang (patterns/molds) | Rendah atau tidak ada sama sekali |
| Biaya Satuan pada Volume Tinggi | Rendah | Rendah to moderate | Tinggi (material waste) |
| Cacat Internal | Minimal (ruang kosong tertutup) | Kemungkinan (penyusutan, porositas) | Tergantung pada kualitas batang |
| Waktu Pimpin (prototipe) | Panjang (produksi cetakan) | Sedang | Pendek |
Keputusan biasanya ditentukan oleh tiga faktor: volume produksi tahunan, kinerja mekanis yang diperlukan, dan kompleksitas komponen. Untuk bagian-bagian dengan bagian internal atau undercut yang rumit, pengecoran sering kali unggul dalam geometri saja. Untuk suku cadang struktural bervolume tinggi di bidang otomotif, ruang angkasa, atau minyak dan gas, penempaan hampir selalu unggul dalam hal kinerja dan biaya siklus hidup. Pemesinan dari batangan paling cocok untuk prototipe, batch yang sangat kecil, atau komponen yang terlalu kecil untuk ditempa secara ekonomis.
Cacat Umum pada Penempaan Baja dan Cara Mencegahnya
Bahkan dengan parameter proses yang benar, penempaan baja dapat menimbulkan cacat yang membahayakan integritas struktural. Mengetahui apa yang menyebabkan setiap cacat dan cara mendeteksinya sejak dini akan mencegah kegagalan lapangan yang memakan banyak biaya.
Putaran dan Lipatan
Lap terbentuk ketika permukaan yang berkerut atau menjorok dilipat ke belakang dan ditempa ke permukaan bagian tanpa terikat. Mereka muncul sebagai cacat permukaan linier, biasanya sejajar dengan garis perpisahan. Penyebab utama biasanya adalah bentuk awal yang salah, flash yang berlebihan, atau distribusi aliran logam yang buruk pada cetakan. Inspeksi partikel magnetik secara andal mendeteksi putaran pada permukaan. Pencegahan memerlukan desain awal yang tepat dan optimalisasi rongga cetakan.
Isi kurang
Underfill berarti rongga cetakan tidak terisi penuh dengan baja selama penempaan, sehingga meninggalkan cekungan dangkal pada permukaan bagian. Penyebabnya antara lain berat billet yang tidak mencukupi, suhu tempa yang terlalu rendah, nyala api yang berlebihan sehingga material terbuang sebelum rongga terisi, atau kapasitas pengepresan tidak memadai. Inspeksi dimensi akan mendeteksi kekurangan pengisian pada sebagian besar kasus, namun lebih baik dilakukan pada proses produksi pertama dengan pembagian sampel.
Retak
Retakan permukaan terjadi ketika baja ditempa pada suhu yang terlalu rendah (di bawah kisaran transisi ulet ke getas), ketika laju regangan terlalu tinggi, atau ketika baja memiliki kandungan sulfur atau fosfor yang berlebihan yang menyebabkan panas menjadi pendek. Retakan internal (cacat pecah) terjadi ketika tegangan tarik timbul di inti selama penempaan, seringkali pada bagian yang berat. Mempertahankan suhu penempaan di atas 1.050°C untuk sebagian besar baja paduan dan menghindari pengurangan berlebihan per lintasan akan mencegah sebagian besar cacat retak.
Dekarburisasi
Paparan udara pada suhu tinggi dalam waktu lama menyebabkan karbon berdifusi keluar dari lapisan permukaan baja, menciptakan zona lunak dan rendah karbon yang mengurangi kekerasan dan ketahanan lelah. Kedalaman dekarburisasi 0,3–0,8 mm tidak jarang terjadi pada bagian yang dipanaskan dalam tungku api terbuka. Penggunaan tungku atmosfer terkontrol atau pemanasan induksi secara signifikan mengurangi dekarburisasi, dan pengerjaan mesin pada lapisan yang terkena dampak adalah solusi standar jika hal ini terjadi.
Pergeseran Mati
Pergeseran cetakan terjadi ketika bagian atas dan bawah cetakan tidak sejajar selama penempaan, sehingga menghasilkan bagian yang diimbangi pada garis perpisahan. Bahkan pergeseran 0,5 mm pun dapat menyebabkan suatu komponen gagal dalam pemeriksaan dimensi. Pemeriksaan penyelarasan cetakan secara teratur dan pemeliharaan lokasi kunci yang tepat mencegah cacat produksi ini.
Industri Yang Mengandalkan Penempaan Baja dan Alasannya
Permintaan penempaan baja didorong oleh industri di mana kegagalan struktural bukanlah suatu pilihan. Memahami di mana dan mengapa penempaan ditentukan membantu pembeli membenarkan investasi perkakas dan membantu para insinyur membuat argumen untuk menempa proses yang bersaing.
- Otomotif: Batang penghubung, poros engkol, buku jari kemudi, hub roda, poros bubungan, dan roda gigi transmisi hampir seluruhnya ditempa. Sebuah mobil penumpang pada umumnya berisi 35–45 kg suku cadang baja tempa. Ketahanan lelah dan benturan pada baja tempa adalah alasan mengapa komponen penting keselamatan ini tidak dicor.
- Minyak dan Gas: Mata bor, kerah bor, komponen BOP, badan katup, flensa (ANSI/ASME B16.5), dan konektor bawah laut memerlukan penempaan untuk menahan tekanan lubang bawah yang ekstrem (tekanan kerja hingga 15.000 psi di beberapa aplikasi) dan lingkungan korosif. Standar ASME/ANSI dan API mengamanatkan penempaan untuk banyak komponen ini.
- Luar Angkasa: Penyangga roda pendaratan, perlengkapan pemasangan sayap, dudukan mesin, dan cakram turbin dibuat dari baja paduan berkekuatan tinggi dan paduan super. Persyaratan ketat industri kedirgantaraan untuk ketertelusuran, laporan pengujian material bersertifikat, dan pengujian non-destruktif menjadikan penempaan sebagai pilihan default untuk komponen struktural badan pesawat.
- Pembangkit Listrik: Rotor turbin uap, poros generator, dan kepala bejana tekan di pembangkit listrik tenaga nuklir dan konvensional merupakan beberapa produk tempa terbesar yang dihasilkan — tempa cetakan terbuka tunggal dapat berbobot 150–300 ton. Integritas material yang diperlukan untuk komponen yang beroperasi di bawah tekanan gabungan termal dan mekanis selama 30–60 tahun hanya dapat dicapai melalui penempaan dan perlakuan panas yang terkendali.
- Peralatan Pertambangan dan Konstruksi: Tautan track buldoser, pin bucket ekskavator, palu penghancur batu, dan batang bor terkena benturan parah dan keausan abrasif. Tempa baja mangan tinggi dan baja paduan rendah jauh lebih tahan terhadap deformasi dan patah dalam kondisi ini dibandingkan dengan bahan cor alternatif.
- Pertahanan: Proyektil artileri, penetrator penusuk lapis baja, komponen lintasan tank, dan laras senapan ditempa untuk memenuhi spesifikasi militer yang memerlukan kekerasan, ketangguhan, dan konsistensi dimensi tertentu yang tidak dapat dicapai dengan proses lain.
Standar Mutu dan Sertifikasi Tempa Baja
Membeli baja tempa tanpa mengacu pada standar yang berlaku membuat pembeli dihadapkan pada variabilitas kualitas dan suku cadang yang tidak sesuai. Standar utama yang mengatur kualitas penempaan baja perlu diketahui sebelum menulis pesanan pembelian.
- ASTM A668/A668M: Spesifikasi standar untuk tempa baja karbon dan baja paduan untuk keperluan industri umum. Meliputi delapan kelas dengan persyaratan sifat mekanik mulai dari kekuatan tarik 485 MPa (Kelas D) hingga 830 MPa (Kelas L).
- ASTM A182: Meliputi flensa pipa baja tahan karat dan paduan tempa atau canai, alat kelengkapan tempa, dan katup untuk servis suhu tinggi. Banyak direferensikan dalam spesifikasi pemrosesan minyak dan gas serta bahan kimia.
- ASTM A105: Standar untuk penempaan baja karbon untuk aplikasi perpipaan pada suhu sekitar dan lebih tinggi. Ini adalah salah satu spesifikasi flensa dan fitting yang paling umum digunakan dalam sistem perpipaan industri.
- API 6A/6D: Standar American Petroleum Institute untuk peralatan kepala sumur dan pohon Natal (6A) dan katup pipa (6D). Standar ini menentukan kelas material, persyaratan pengujian, dan dokumentasi ketertelusuran untuk komponen palsu yang digunakan dalam layanan hidrokarbon.
- AMS (Spesifikasi Material Dirgantara): Standar SAE AMS seperti AMS 2750 (pirometri untuk perlakuan panas) dan nilai AMS khusus material (misalnya, AMS 6414 untuk baja 4340) mengatur penempaan dirgantara. Kepatuhan memerlukan kalibrasi tungku yang terdokumentasi, laporan pengujian bahan bersertifikat, dan inspeksi barang pertama.
- ISO 9001 / IATF 16949: Sertifikasi sistem manajemen mutu untuk pemasok tempa industri umum (ISO 9001) dan otomotif (IATF 16949). Sertifikasi ini menunjukkan bahwa pemasok menjalankan sistem mutu yang terdokumentasi namun tidak dengan sendirinya menjamin kepatuhan produk terhadap spesifikasi mekanis tertentu.
Selalu minta laporan pengujian material (MTR), laporan inspeksi dimensi, dan laporan NDE pada setiap pengiriman tempa. Untuk penerapan kritis, pengujian saksi di bengkel tempa adalah praktik standar dalam pengadaan ruang angkasa dan nuklir.
Pertanyaan Yang Sering Diajukan Tentang Penempaan Baja
Berapa jumlah pesanan minimum untuk tempa baja cetakan tertutup?
Sebagian besar toko tempa tertutup menetapkan jumlah pesanan minimum (MOQ) sebesar 100–500 buah untuk proyek perkakas baru, meskipun hal ini bervariasi berdasarkan ukuran dan kompleksitas komponen. Untuk suku cadang yang kecil dan sederhana, beberapa toko akan mempertimbangkan uji coba sebanyak 50 buah. Biaya perkakas yang tinggi merupakan kendala utama — biaya cetakan yang dibagi menjadi lebih sedikit komponen akan meningkatkan biaya per unit secara signifikan. Penempaan cetakan terbuka tidak memiliki minimum MOQ praktis karena tidak diperlukan perkakas khusus.
Berapa lama waktu yang dibutuhkan untuk membuat tempa baja?
Untuk penempaan cetakan tertutup dengan perkakas baru, waktu tunggu biasanya berlangsung 10–16 minggu: 4–6 minggu untuk desain dan pembuatan cetakan, 1–2 minggu untuk uji coba penempaan artikel pertama, dan 2–4 minggu untuk perlakuan panas dan pemesinan komponen produksi. Penempaan cetakan terbuka untuk komponen besar dapat memakan waktu 8–20 minggu tergantung pada kapasitas bengkel tempa dan ketersediaan billet baja. Repeat order dari die yang sudah ada biasanya memakan waktu 4–8 minggu.
Bisakah baja tahan karat ditempa menggunakan peralatan yang sama seperti baja karbon?
Ya, palu dan pengepres yang digunakan sama, tetapi baja tahan karat — terutama jenis austenitik — memerlukan gaya tempa yang lebih tinggi dibandingkan baja karbon pada suhu yang setara karena tegangan alirannya yang lebih tinggi. Mesin press yang diberi nilai untuk ukuran komponen baja karbon tertentu mungkin perlu diturunkan nilainya atau komponen tersebut dipecah menjadi operasi yang lebih kecil saat beralih ke baja tahan karat. Umur cetakan juga biasanya lebih pendek saat menempa baja tahan karat karena tekanan antarmuka yang lebih tinggi dan skala oksida abrasif.
Apakah penempaan hangat berbeda dengan penempaan panas?
Ya. Penempaan hangat dilakukan pada kisaran suhu antara penempaan dingin dan penempaan panas — biasanya 650–950°C untuk baja. Pada suhu ini, tegangan aliran lebih rendah dibandingkan pada suhu kamar (membuat pembentukan lebih mudah), namun baja tidak membentuk kerak oksida berat seperti yang terlihat pada penempaan panas. Hasilnya adalah penyelesaian permukaan yang lebih baik dan toleransi yang lebih ketat dibandingkan penempaan panas, dengan gaya tekan yang lebih rendah dibandingkan penempaan dingin. Penempaan hangat digunakan untuk bagian dengan kompleksitas sedang di mana kualitas permukaan penting tetapi gaya penempaan dingin akan sangat tinggi.
Bagaimana cara menentukan penempaan dengan benar pada gambar?
Spesifikasi penempaan lengkap pada gambar harus mencakup: kelas baja (sebutan ASTM, AISI, atau AMS), kondisi perlakuan panas dan kekerasan atau kekuatan tarik/hasil yang diperlukan, persyaratan sudut tarikan, minimum jari-jari fillet dan sudut, penyelesaian permukaan (Nilai Ra) untuk permukaan yang ditempa, perpanjangan kilatan yang diperbolehkan pada garis perpisahan, metode NDE yang disyaratkan (MPI, UT) dan kriteria penerimaan, serta persyaratan laporan pengujian material yang berlaku. Merujuk pada standar ASTM yang berlaku (misalnya, ASTM A668, Kelas F) menyatukan semua persyaratan material dan pengujian dengan baik.