Penempaan baja adalah salah satu proses pengerjaan logam tertua dan paling andal di bidang manufaktur. Jawaban singkat tentang jenis baja tempa yang ada: baja karbon, baja paduan, baja tahan karat, baja perkakas, dan baja paduan mikro adalah lima kategori utama yang digunakan dalam penempaan baja industri. Masing-masing jenis memiliki kebutuhan mekanis dan lingkungan yang berbeda, dan memilih jenis yang salah dapat menyebabkan kegagalan dini, bahaya keselamatan, atau pembengkakan biaya yang tidak perlu.
Perincian ini mencakup setiap kategori secara mendalam — apa yang membedakannya, di mana kinerjanya paling baik, dan seperti apa angka sebenarnya saat Anda membandingkan kekuatan luluh, kekerasan, dan rentang aplikasi.
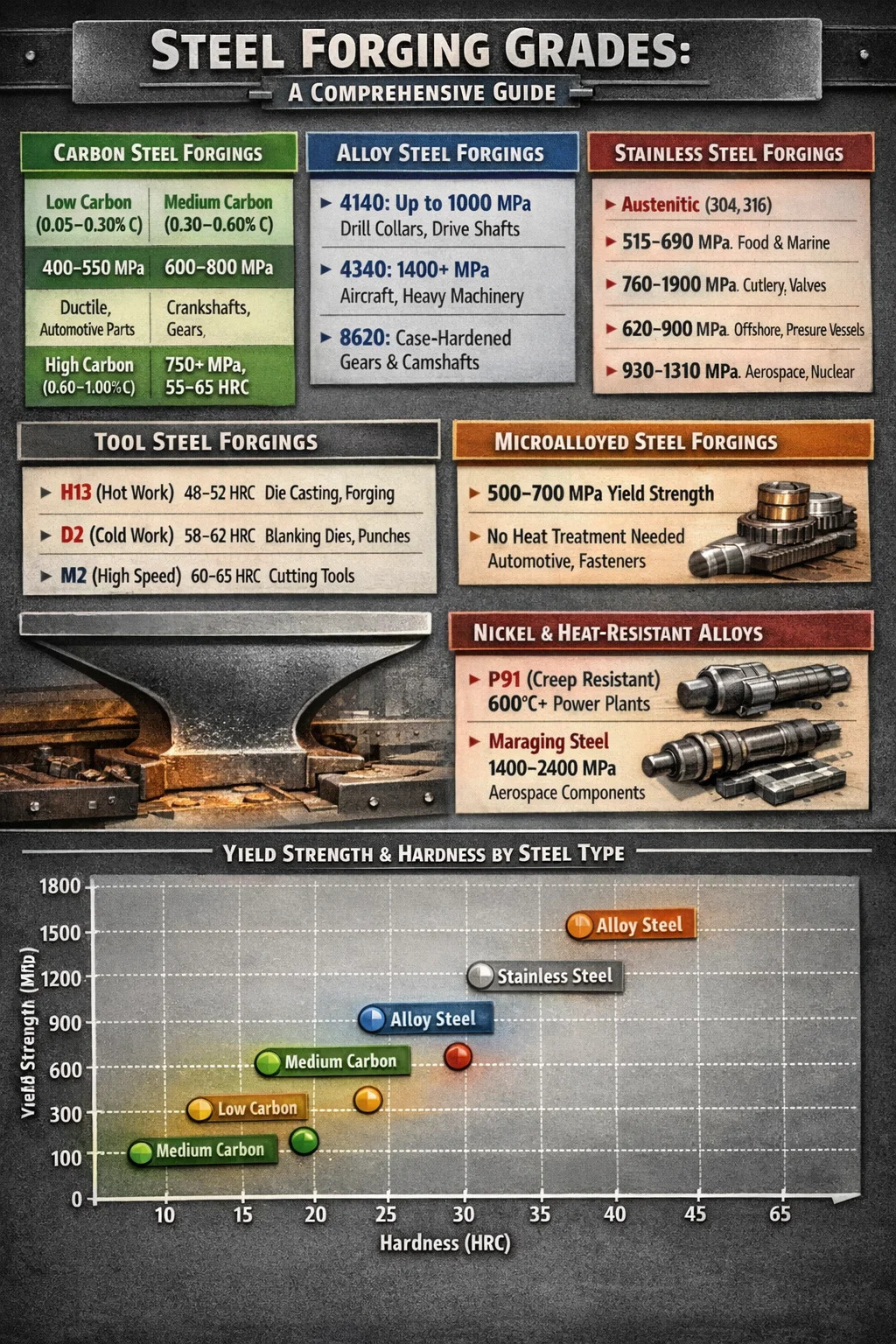
Penempaan Baja Karbon: Pekerja Keras Industri
Baja karbon menyumbang sebagian besar produksi tempa baja secara global. Ini diklasifikasikan menjadi tiga subkelompok berdasarkan kandungan karbon, dan persentase karbon memiliki pengaruh langsung dan terukur terhadap kekuatan, kekerasan, dan keuletan.
Baja Karbon Rendah (0,05% – 0,30% C)
Tempa baja karbon rendah sangat ulet dan mudah dibentuk. Kekuatan tarik biasanya berkisar antara 400 hingga 550 MPa. Tempa ini biasanya digunakan untuk komponen struktural, suku cadang otomotif, dan baut keperluan umum. Mereka tidak merespon dengan baik terhadap perlakuan panas untuk pengerasan tetapi mudah dilas dan dikerjakan.
Baja Karbon Sedang (0,30% – 0,60% C)
Ini adalah rentang yang paling banyak dipalsukan. Nilai karbon menengah seperti AISI 1040 dan AISI 1045 menawarkan keseimbangan yang kuat antara kekuatan dan ketangguhan. Perlakuan panas dapat mendorong kekuatan luluh di atas 600 MPa. Aplikasinya meliputi poros engkol, batang penghubung, gandar, roda gigi, dan komponen kereta api. AISI 1045 bisa dibilang merupakan kelas tempa baja karbon sedang yang paling umum ditentukan dalam teknik mesin umum.
Baja Karbon Tinggi (0,60% – 1,00% C)
Tempa karbon tinggi menghasilkan kekerasan dan ketahanan aus yang unggul namun lebih rapuh dan sulit untuk dikerjakan. Mereka digunakan untuk pegas, alat pemotong, tali kawat, dan baja rel. Nilai kekerasan biasanya mencapai 55–65 HRC setelah perlakuan panas yang tepat, sehingga tidak cocok untuk aplikasi berdampak berat tanpa pertimbangan desain yang cermat.
Tempa Baja Paduan: Peningkatan Kinerja Melalui Kimia
Tempa baja paduan mengandung penambahan kromium, molibdenum, nikel, vanadium, atau mangan yang disengaja melebihi jumlah yang ditemukan pada baja karbon. Penambahan ini mengubah kemampuan pengerasan, ketangguhan pada suhu tinggi, dan ketahanan terhadap kelelahan dan korosi. Kandungan total unsur paduan biasanya antara 1% dan 5%.
Nilai penempaan baja paduan yang paling umum ditemui meliputi:
- 4140 (baja Cr-Mo): Kekuatan tarik hingga 1000 MPa dalam kondisi quenched dan tempered. Digunakan pada kerah bor minyak dan gas, komponen pertahanan, dan poros penggerak otomotif.
- 4340 (baja Ni-Cr-Mo): Salah satu baja paduan terkuat yang umum digunakan, dengan kekuatan tarik melebihi 1400 MPa yang dapat dicapai melalui perlakuan panas. Ditemukan pada roda pendaratan pesawat, poros engkol tugas berat, dan poros gandar berperforma tinggi.
- 8620: Grade case-hardening yang populer untuk roda gigi dan camshaft yang memerlukan inti keras dan permukaan keras secara bersamaan.
- EN36 dan EN24: Umum dalam spesifikasi Inggris/Eropa untuk penempaan teknik berat seperti poros turbin dan komponen pembangkit listrik tenaga nuklir.
Keuntungan penempaan baja paduan dibandingkan baja karbon adalah kedalaman pengerasannya. Batang 4140 dengan diameter 100mm dapat dikeraskan hingga struktur mikronya seragam, sedangkan baja karbon biasa dengan diameter yang sama akan menunjukkan penurunan kekerasan yang nyata dari permukaan ke inti.
Tempa Baja Tahan Karat: Ketahanan Korosi Di Bawah Beban Mekanis
Tempa baja tahan karat mengandung minimal 10,5% kromium menurut beratnya, yang membentuk lapisan oksida pasif yang tahan terhadap oksidasi dan korosi. Proses penempaan menyempurnakan struktur butiran baja tahan karat sedemikian rupa sehingga proses pengecoran tidak dapat ditiru, menghasilkan komponen dengan kekuatan lelah dan ketangguhan impak yang unggul.
Keluarga utama yang digunakan dalam penempaan baja tahan karat adalah:
| Keluarga | Nilai Umum | Kekuatan Tarik Khas | Aplikasi Kunci |
|---|---|---|---|
| Austenitik | 304, 316, 321 | 515–690 MPa | Pemrosesan kimia, peralatan makanan, kelautan |
| Martensit | 410, 420, 440C | 760–1900 MPa | Peralatan makan, katup, poros pompa, alat bedah |
| Dupleks | 2205, 2507 | 620–900 MPa | Minyak lepas pantai, desalinasi, bejana tekan |
| Curah Hujan Mengeras | 17-4 PH, 15-5 PH | 930–1310 MPa | Katup luar angkasa, nuklir, berkinerja tinggi |
Penempaan baja tahan karat 316L sangat dominan dalam bidang farmasi dan pengolahan makanan karena kandungan karbon yang rendah meminimalkan risiko sensitisasi selama pengelasan, dan penambahan molibdenum (2–3%) secara signifikan meningkatkan ketahanan lubang di lingkungan klorida. Duplex grade 2205 menawarkan kekuatan luluh sekitar dua kali lipat 316L, yaitu sekitar minimum 450 MPa, yang memungkinkan desain dinding lebih tipis dan mengurangi bobot komponen tanpa mengorbankan masa pakai.
Tempa Baja Perkakas: Kekerasan Ekstrim untuk Aplikasi Pembentukan dan Pemotongan
Baja perkakas dirancang khusus untuk mempertahankan kekerasan dan bentuknya di bawah tekanan mekanis, abrasi, dan panas yang ekstrem. Ketika diproduksi melalui proses penempaan, baja perkakas mengembangkan struktur butiran yang halus dan seragam yang secara signifikan lebih tahan lama dibandingkan baja perkakas alternatif yang dicor atau digulung dalam aplikasi perkakas yang menuntut.
Tempa baja perkakas dikelompokkan berdasarkan sistem klasifikasi AISI:
- Seri H (Baja Perkakas Pekerjaan Panas): Nilai seperti H13 dan H11 diformulasikan untuk tahan terhadap pelunakan pada suhu di atas 500°C. H13 adalah standar global untuk cetakan die casting, perkakas ekstrusi, dan cetakan hot forging itu sendiri. Ini mencapai 48–52 HRC setelah perlakuan panas sambil mempertahankan ketangguhan yang memadai untuk bertahan dalam siklus termal yang berulang.
- Seri D (Pekerjaan Dingin, Kromium Tinggi): D2 mengandung sekitar 12% kromium dan 1,5% karbon, sehingga memberikan ketahanan aus yang luar biasa pada suhu kamar. Ini digunakan untuk blanking dies, forming tool, dan punch dimana akurasi dimensi pada proses produksi yang sangat tinggi sangat penting.
- Seri M (Baja Kecepatan Tinggi): M2 dan M42 mempertahankan keunggulannya pada suhu di mana perkakas baja karbon akan kehilangan seluruh kekerasannya. Kombinasi tungsten, molibdenum, dan kobalt memberi M42 keunggulan kekerasan panas yang menjadikannya tak tergantikan dalam mata bor, keran, pemotong frais, dan bros.
- Seri P (Baja Cetakan): Dirancang untuk cetakan injeksi plastik, P20 adalah salah satu baja cetakan tempa yang paling banyak digunakan. Biasanya disuplai dalam kondisi pra-pengerasan pada 28–34 HRC, sehingga menghilangkan kebutuhan perlakuan panas setelah pemesinan.
Penempaan baja perkakas memerlukan kontrol suhu yang tepat. H13, misalnya, harus ditempa antara 1010°C dan 1150°C dan harus didinginkan perlahan setelah ditempa untuk menghindari retak. Praktik penempaan yang tidak tepat menimbulkan tegangan sisa dan jaringan karbida kasar yang secara signifikan mengurangi ketangguhan.
Penempaan Baja Paduan Mikro: Efisiensi Bentuk Hampir Bersih Tanpa Perlakuan Panas
Baja paduan mikro — juga disebut baja HSLA (High Strength Low Alloy) dalam konteks penempaan — mewakili solusi teknik modern yang menggabungkan sifat mampu bentuk dari baja karbon dengan tingkat kekuatan yang sebelumnya memerlukan baja paduan dan perlakuan panas pasca-tempa. Penambahan utamanya adalah vanadium (0,05–0,15%), niobium (0,02–0,05%), dan titanium, dalam jumlah yang sangat kecil yang mengendap sebagai karbida dan nitrida halus selama pendinginan terkontrol.
Keuntungan komersial utama adalah penempaan baja paduan mikro dapat mencapai kekuatan luluh 500–700 MPa tanpa pendinginan dan temper, sehingga menghilangkan biaya dan waktu yang besar dalam siklus produksi. Pabrikan otomotif telah banyak mengadopsi nilai paduan mikro untuk batang penghubung, poros engkol, dan buku-buku jari kemudi karena alasan ini.
Nilai penempaan paduan mikro yang umum mencakup 38MnVS6, 46MnVS3, dan SAE 1548V. Nilai ini dirancang sedemikian rupa sehingga operasi penempaan dan pendinginan udara terkontrol selanjutnya mencapai sifat mekanik akhir dalam satu siklus termal, menggantikan dua operasi tungku terpisah. Dalam penempaan otomotif bervolume tinggi, hal ini berarti penghematan energi hingga 30% per bagian dibandingkan dengan rute quench-and-temper.
Salah satu keterbatasannya adalah baja paduan mikro memiliki jendela proses yang lebih sempit dibandingkan baja paduan konvensional. Suhu penempaan akhir harus dikontrol secara hati-hati — biasanya antara 900°C dan 1050°C — untuk memastikan pengerasan presipitasi yang tepat selama pendinginan. Setiap penyimpangan dari struktur mikro target menghasilkan sifat mekanik yang tidak dapat diprediksi dan potensi penolakan seluruh proses penempaan.
Tempa Baja Berbasis Nikel dan Tahan Panas untuk Lingkungan Ekstrim
Di luar klasifikasi standar, ada kategori khusus tempa baja tahan panas dan bantalan nikel untuk aplikasi di mana suhu pengoperasian melebihi apa yang dapat ditoleransi oleh baja paduan konvensional. Ini termasuk grade tahan mulur untuk pembangkit listrik dan cakram turbin ruang angkasa, serta baja maraging untuk aplikasi struktur berkekuatan sangat tinggi.
Tempa Baja Tahan Creep
Nilai seperti P91 (9Cr-1Mo-V) dan P92 banyak digunakan pada header uap palsu, badan katup, dan selubung turbin di pembangkit listrik tenaga batu bara dan gas yang beroperasi pada suhu di atas 600°C. Penempaan P91 dirancang untuk menahan mulur — deformasi yang lambat dan bergantung pada waktu di bawah beban berkelanjutan pada suhu tinggi — dengan masa pecah mulur minimum 100.000 jam pada kondisi pengoperasian. Kandungan kromiumnya juga memberikan ketahanan oksidasi yang tidak dapat ditandingi oleh baja karbon biasa di atas 450°C.
Baja Maraging
Baja maraging mengandung 18% nikel dan karbon sangat rendah, sehingga menghasilkan kekuatan ekstrem — kekuatan luluh dari 1400 hingga lebih dari 2400 MPa dapat dicapai — dari pengendapan senyawa intermetalik selama perlakuan panas penuaan. Komponen baja maraging yang ditempa digunakan dalam kotak motor roket dirgantara, perlengkapan penangkap pesawat, dan perkakas berkekuatan sangat tinggi. Meskipun kuat, bahan ini tetap cukup tangguh dan dapat dikerjakan sebelum menua, namun masih dalam keadaan relatif lunak.
Bagaimana Proses Penempaan Baja Mempengaruhi Sifat Material Berdasarkan Jenis Baja
Proses penempaan itu sendiri — baik cetakan terbuka, cetakan tertutup, penggulungan cincin, atau penempaan isotermal — berinteraksi secara berbeda dengan setiap jenis baja. Memahami interaksi ini membantu menjelaskan mengapa pemilihan material dan pemilihan proses tidak dapat dipisahkan.
Dalam penempaan baja mati tertutup, gaya deformasi tinggi diterapkan pada billet yang terkekang, menghasilkan bagian berbentuk hampir jaring dengan aliran butiran kontinu yang mengikuti geometri komponen. Aliran butir ini bertanggung jawab atas keunggulan ketahanan lelah dan benturan yang dimiliki tempa dibandingkan stok batangan atau tuang mesin. Batang penghubung yang dibuat dari batangan batangan mengganggu aliran butiran di setiap permukaan mesin; batang penghubung yang ditempa menjaga kontinuitas butiran tidak terputus dari ujung ke ujung.
Kisaran suhu penempaan sangat bervariasi antar jenis baja:
- Baja karbon dan baja paduan rendah: biasanya 1100°C – 1250°C untuk penempaan panas
- Baja tahan karat (austenitik): 1100°C – 1200°C, dengan pendinginan lebih lambat untuk menghindari sensitisasi
- Baja perkakas: 1010°C – 1150°C dengan pendinginan lambat wajib dalam tungku atau media isolasi
- Baja maraging: 1100°C – 1200°C, berumur setelah ditempa pada suhu 480°C selama 3–6 jam
- Tahan karat dupleks: 1100°C – 1180°C, diikuti dengan pendinginan air untuk menjaga keseimbangan fasa
Penempaan hangat — dilakukan antara suhu sekitar 650°C dan 950°C — mendapatkan daya tarik untuk baja karbon medium dan grade mikroalloy yang memerlukan toleransi dimensi yang lebih ketat daripada yang dapat dicapai oleh penempaan panas, tanpa tuntutan gaya tekan yang berat pada penempaan dingin. Penempaan baja dingin, biasanya dilakukan untuk kadar karbon rendah, menghasilkan penyelesaian permukaan dan presisi dimensi terbaik tetapi memerlukan tekanan penempaan yang jauh lebih tinggi.
Memilih Kelas Penempaan Baja yang Tepat: Kerangka Praktis
Memilih kualitas baja tempa yang tepat memerlukan keseimbangan beberapa faktor yang bersaing. Tidak ada satu kelas pun yang mengoptimalkan semua properti secara bersamaan. Kerangka kerja berikut ini mencakup variabel keputusan yang paling relevan dengan aplikasi industri:
- Persyaratan mekanis: Tentukan kekuatan luluh minimum, kekerasan, energi tumbukan (nilai Charpy), dan umur kelelahan. Hal ini segera mempersempit kategori tersebut — jika Anda membutuhkan kekuatan luluh 1200 MPa, baja karbon dihilangkan; jika 400 MPa memadai, baja paduan tidak memerlukan biaya.
- Paparan lingkungan: Lingkungan klorida menghilangkan sebagian besar baja karbon dan baja paduan rendah kecuali dilapisi. Temperatur pengoperasian yang ditinggikan tidak memungkinkan baja karbon berada di atas suhu sekitar 400°C dan menuntut kualitas tahan mulur yang mengandung kromium.
- Ukuran bagian dan kemampuan pengerasan: Penempaan dengan penampang besar (diameter di atas 100mm) dalam layanan kritis memerlukan mutu baja paduan dengan kemampuan pengerasan yang cukup untuk mencapai sifat seragam melalui bagian tersebut. Baja karbon akan memiliki cangkang keras dan inti lunak di bagian yang tebal.
- Kemampuan mesin dan pemrosesan hilir: Jika pemesinan ekstensif dilakukan setelah penempaan, grade dengan tambahan sulfur untuk sifat pemesinan bebas akan mengurangi waktu siklus, meskipun mengorbankan ketangguhan melintang.
- Volume dan biaya: Untuk volume produksi yang sangat tinggi, kadar paduan mikro yang menghilangkan perlakuan panas pasca-tempa menawarkan pengurangan biaya yang signifikan. Untuk suku cadang khusus batch kecil, biaya perlakuan panas adalah bagian yang lebih kecil dari total biaya suku cadang, sehingga nilai paduan berkinerja tinggi lebih layak dilakukan.
Dalam praktiknya, sebagian besar insinyur mengikuti kode desain yang berlaku seperti ASME, EN 10250, atau ASTM A668 yang menentukan material yang diizinkan untuk kategori layanan tertentu. Kode-kode ini mempersempit pilihan menjadi daftar pendek kualitas tempa baja berkualitas yang telah divalidasi untuk kondisi layanan yang relevan melalui pengalaman lapangan selama puluhan tahun dan pengujian standar.
Penggunaan Tingkat Penempaan Baja Khusus Industri
Berbagai sektor telah sepakat untuk memilih material tempa baja pilihan berdasarkan data kinerja selama beberapa dekade dan persyaratan peraturan. Memahami norma-norma industri ini memberikan titik awal praktis untuk pekerjaan spesifikasi.
Baja Tempa Otomotif
Sektor otomotif mengkonsumsi baja tempa dalam jumlah terbesar secara global. Poros engkol pada mobil penumpang sebagian besar ditempa dari baja paduan mikro karbon sedang (38MnVS6) atau baja quench-and-temper 1045. Poros engkol truk berat menggunakan baja paduan nikel-kromium-molibdenum 4340 atau sejenisnya untuk kinerja kelelahan yang unggul pada keluaran spesifik yang lebih tinggi. Batang penghubung telah bergeser secara signifikan ke desain belahan patah menggunakan baja karbon tinggi C70S6, yang memungkinkan tutupnya dipatahkan setelah ditempa dan kemudian dipasang kembali dengan presisi luar biasa — menghilangkan operasi pemesinan dan mengurangi biaya produksi batang penghubung sekitar 15–20% dibandingkan dengan penggilingan dan penggilingan tradisional.
Tempa Baja Minyak dan Gas
Lingkungan layanan asam – di mana terdapat hidrogen sulfida – memberikan tuntutan yang sangat ketat pada penempaan baja. NACE MR0175/ISO 15156 mengatur pemilihan material untuk layanan asam, dan membatasi kekerasan hingga maksimum 22 HRC untuk sebagian besar baja karbon dan baja paduan rendah untuk mencegah retak tegangan sulfida. F22 (2.25Cr-1Mo) dan F5 (5Cr-0.5Mo) adalah nilai penempaan paduan standar untuk badan katup dan flensa dalam aplikasi kepala sumur dan pipa bersuhu tinggi dan bertekanan tinggi.
Tempa Baja Dirgantara
Komponen roda pendaratan adalah salah satu tempa baja yang paling menuntut secara struktural. Baja 300M (4340 yang dimodifikasi dengan tambahan silikon dan vanadium) adalah material roda pendaratan yang dominan, mencapai kekuatan tarik 1930 MPa atau lebih. AerMet 100 dan baja berkekuatan ultra tinggi lainnya mendorong kekuatan tarik di atas 1965 MPa sekaligus meningkatkan ketangguhan patah dibandingkan dengan baja berkekuatan tinggi sebelumnya. Setiap penempaan dirgantara harus melalui pengujian ultrasonik 100% dan seringkali inspeksi partikel magnetik, dengan kemampuan penelusuran untuk melelehkan panas dan memerlukan banyak penempaan.
Pembangkit Listrik dan Penempaan Nuklir
Tempa rotor turbin besar memiliki berat antara 5 dan 200 ton dan diproduksi dari baja paduan rendah seperti 26NiCrMoV11-5 atau 30CrMoNiV5-11. Penempaan ini memerlukan kadar sulfur dan fosfor yang dikontrol secara ketat (biasanya masing-masing di bawah 0,005%) untuk memastikan ketangguhan impak yang tinggi pada suhu pengoperasian turbin. Penempaan bejana tekan reaktor nuklir menggunakan A508 Grade 3 (setara dengan 20MnMoNi4-5 dalam standar Eropa), grade dengan riwayat validasi peraturan yang panjang dan dokumentasi ketangguhan Charpy dan patah yang ekstensif yang disyaratkan oleh kode keselamatan nuklir.
Standar Mutu dan Pengujian Tempa Baja
Terlepas dari tingkat penempaan baja, jaminan kualitas mengikuti pola konsisten yang diatur oleh standar internasional. Standar yang paling banyak direferensikan untuk tempa baja meliputi ASTM A668 (tempa baja paduan umum), ASTM A182 (flensa dan fitting baja paduan), EN 10250 (tempa baja cetakan terbuka untuk teknik umum), dan API 6A (peralatan kepala sumur dan pohon natal).
Pemeriksaan kualitas standar untuk komponen baja tempa meliputi:
- Pengujian mekanis: Tarik, luluh, pemanjangan, pengurangan area, dan dampak Charpy (pada suhu tertentu hingga -196°C dalam beberapa aplikasi kriogenik)
- Verifikasi kekerasan: Kekerasan Brinell (HBW) diperiksa pada penampang melintang yang representatif, dan terkadang melintasi kekerasan untuk memastikan pengerasan menyeluruh
- Pengujian ultrasonik (UT): Inspeksi volumetrik 100% untuk cacat bawah permukaan, dengan kriteria penerimaan mengacu pada ukuran lubang dasar datar yang setara, biasanya berkisar dari FBH 2 mm hingga FBH 6 mm tergantung pada spesifikasi
- Verifikasi komposisi kimia: Analisis sendok dan produk untuk memastikan kepatuhan kadar, seringkali dengan batasan yang lebih ketat pada elemen sisa daripada yang disyaratkan oleh standar dasar
- Pemeriksaan makro dan mikro: Pengetsaan penampang untuk memperlihatkan aliran butiran, segregasi, dan kesehatan internal; pemeriksaan metalografi untuk ukuran butir dan konfirmasi struktur mikro
Penempaan yang gagal dalam pengujian ultrasonik setelah perlakuan panas harus dibuang atau diproses ulang — tidak ada opsi perbaikan untuk cacat internal pada penempaan padat. Hal ini menjadikan pemilihan billet baja yang bersih dan bebas gas serta kontrol proses yang cermat selama penempaan sangat penting untuk mencapai hasil yang dapat diterima, khususnya pada penempaan baja paduan besar untuk aplikasi energi dan pertahanan.